Votre partenaire pour l'impression et la couleur
Fabrication des encres d’impression
Point de départ : les semi-produits comme base
Les encres d'impression sont rarement produites entièrement « à partir de zéro » en un seul lieu. Tout comme une boulangerie achète de la farine, du sucre et des œufs, nous nous approvisionnons en composants de base de nos encres sous forme de produits semi-finis auprès de fabricants spécialisés. Ces composants contiennent des pigments, des liants et des additifs de qualités définies.Dans notre production, les teintes concrètes utilisées pour l'impression sont mélangées à partir de ces composants, selon des recettes enregistrées. Ce processus suit des normes industrielles strictes afin de garantir une qualité maximale.
Recettes, tolérances et documentation
Pour chaque type de couleur, il existe une recette exacte : les composants et leurs quantités versés dans le récipient sont strictement définis. Cela inclut également les tolérances, c'est-à-dire les marges dans lesquelles un mélange est considéré comme « dans la cible ».Dès qu'une commande est lancée, l'installation appelle la recette. Celle-ci est associée à une désignation unique et à un numéro de lot. Il est ainsi possible de retracer ultérieurement sans faille quels composants ont été utilisés dans quel pot de couleur. Cette traçabilité va de soi pour nous et vous garantit une sécurité dans la production.
Deux lignes : encres conventionnelles et UV
Dans notre production, nous utilisons deux automates de mélange entièrement séparés : l'un pour les encres conventionnelles (séchage oxydatif) et l'autre pour les encres durcissables aux UV. Les deux lignes suivent le même principe : des composants de base définis sont combinés dans des proportions variées pour obtenir les teintes et propriétés souhaitées.Selon l'application – magazines, étiquettes, emballages, pharma et agroalimentaire ou exigences spécifiques – différentes séries et composants additionnels sont utilisés.
Dosage automatique sur la station de mélange
La première étape pratique consiste à doser les semi-produits dans le récipient de couleur. Le pot vide est placé sur une balance et taré. Ensuite, la station de mélange contrôle l'ajout des différents composants.Au début, le débit est plus élevé pour atteindre rapidement la quantité de base. Plus la valeur réelle se rapproche de la valeur cible, plus le dosage de l'installation devient précis.
Sur l'image, tu le vois très bien :
Ainsi, la tolérance pour ce composant est de +/- 0,0002 kg (= 2 millièmes de gramme). De cette manière, la quantité cible de chaque composant est atteinte au gramme près. L'installation enregistre l'intégralité du processus de dosage, de sorte qu'il reste possible de retracer ultérieurement la composition du lot.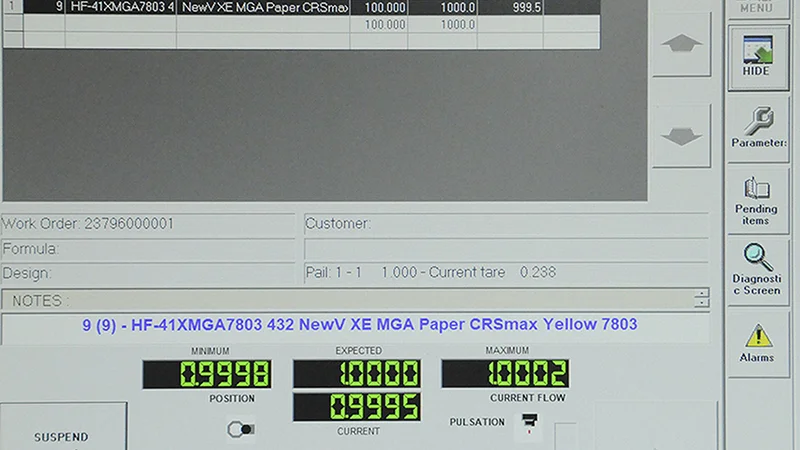
- Au centre : la valeur cible de 1,0000 kg.
- À gauche : le minimum de 0,9998 kg.
- À droite : le maximum de 1,0002 kg.
Ainsi, la tolérance pour ce composant est de +/- 0,0002 kg (= 2 millièmes de gramme). De cette manière, la quantité cible de chaque composant est atteinte au gramme près. L'installation enregistre l'intégralité du processus de dosage, de sorte qu'il reste possible de retracer ultérieurement la composition du lot.
Dosage manuel pour les couleurs spéciales
Toutes les couleurs ne sont pas produites de manière entièrement automatique. Les séries spéciales ou les petites quantités sont mélangées à la main par nos experts. Les collaborateurs travaillent avec les mêmes données de recette et les mêmes tolérances que la machine, mais dosent manuellement les composants sur la balance dans le pot.Cette méthode manuelle est particulièrement judicieuse pour les couleurs très spécifiques ou les séries d'essais, avant qu'une recette automatisée ne soit éventuellement enregistrée.
Une fois que tous les composants sont dans le pot, le mélange n'est pas encore prêt à l'impression. Les pigments et les liants doivent être répartis finement et uniformément. C'est là qu'entre en jeu le mélangeur bi-axial.

Mélangeur bi-axial : de la matière brute à la couleur homogène
Le pot de couleur fermé est serré hydrauliquement et déplacé pendant plusieurs minutes autour de deux axes (bi-axial). Grâce à ce mouvement gyroskopique, le contenu est homogénéisé de manière très intensive mais douce. Ce principe de mélange est utilisé dans toute l'industrie pour les médias hautement visqueux comme les encres d'impression, car il permet d'obtenir un mélange très uniforme, même avec des matériaux pâteux.
Prêt !
La couleur est désormais prête à l'emploi. Le pot est fermé et prend la direction de l'imprimerie pour y produire les nombreux produits de notre industrie.
Contrôle en laboratoire : « Toujours identique » – et conforme à la loi
Pour les imprimeries, non seulement la teinte est importante, mais aussi l'adéquation des encres aux exigences de chaque application. Pour un magazine, c'est avant tout le résultat d'impression qui prime. Cependant, dans des domaines comme l'emballage alimentaire ou les étiquettes pharmaceutiques, des réglementations légales contraignantes s'ajoutent : certaines substances ne doivent absolument pas être présentes dans les encres, ou seulement en dessous de limites clairement définies.La responsabilité ne s'arrête pas à la recette. Les auxiliaires de production – comme les lubrifiants pour pompes ou systèmes hydrauliques – doivent également être choisis de manière à ne pas introduire de substances interdites dans l'encre. Une contamination due à une graisse lubrifiante inappropriée serait inacceptable dans de telles applications. Par conséquent, les auxiliaires autorisés sont définis, approuvés et surveillés.
Les contrôles typiques dans notre laboratoire sont par exemple :
- Comparaison de la teinte avec un échantillon approuvé (visuellement et avec un colorimètre).
- Contrôle de la viscosité et d'autres propriétés pertinentes pour le procédé.
Les résultats de mesure sont documentés. Si un échantillon se situe en dehors des tolérances définies, le mélange est ajusté ou non libéré. Cela permet de s'assurer que les commandes récurrentes se comportent de manière aussi identique que possible – et que les encres destinées à des domaines sensibles respectent les conditions légales requises.

Contrôles externes en cas de réclamation
Selon l'usage, différentes exigences légales s'appliquent – particulièrement strictes dans les secteurs alimentaire et pharmaceutique. Le contrôle proprement dit des substances interdites n'est pas effectué dans notre propre laboratoire, mais si nécessaire par des laboratoires d'essai indépendants et spécialisés.En cas de réclamation, par exemple en cas de suspicion de présence de composants non autorisés dans une encre, un échantillon de réserve issu de notre production est analysé. Si le laboratoire externe trouve les substances incriminées dans cet échantillon, le problème est de notre responsabilité. Si notre échantillon en est exempt, la contamination a dû se produire plus tard dans la chaîne de processus – par exemple sur la presse d'impression (à cause de lubrifiants inappropriés) ou sur la ligne d'emballage en aval. Cette séparation protège les deux parties et assure des conditions claires.
Découvrir la production : visite sur réservation
Ceux qui souhaitent non seulement lire une description du processus, mais aussi le voir en direct, peuvent visiter notre production de couleurs sur réservation. Nous n'accueillons pas seulement des particuliers, mais aussi des groupes tels que des associations professionnelles ou des classes d'écoles – par exemple des apprentis dans les professions graphiques ou des professionnels en formation continue.Lors de la visite, nous montrons comment arrivent les semi-produits, comment les recettes sont exécutées, comment fonctionne le mélangeur bi-axial et comment sont organisés les contrôles de laboratoire. Le processus décrit ici correspond aux standards de la production moderne d'encres d'impression : des composants standardisés, des recettes définies et des contrôles stricts garantissent des résultats de couleur stables et reproductibles.
