Toner sec vs. jet d’encre
Dans l'impression numérique d'étiquettes et d'emballages, deux technologies principales dominent : l'électrophotographie (toner sec) et l'impression à jet d'encre (Inkjet). Ces deux procédés présentent des avantages et des limites inhérents à leur physique. Cet article éclaire les différences en termes de qualité, de résistance, de compatibilité avec les substrats et d'exigences de processus, afin de permettre un choix technologique éclairé.
1. Électrophotographie à toner sec (Standard)
Principe : Chargement électrostatique d'un tambour, attraction des particules de toner et fixation thermique sur le substrat.
Compatibilité des substrats : Comme le toner est fixé thermiquement et n'a pas besoin de pénétrer profondément dans le substrat, il adhère exceptionnellement bien aux papiers structurés sans prétraitement (primaire).
Besoin énergétique : Le processus est économe en énergie (l'unité d'impression ne nécessite souvent que env. 30 kW), car aucune grande quantité de solvant ou d'eau ne doit être évaporée.
Résistance (Standard) : Les toners polymères classiques offrent une bonne adhérence sur papier, mais n'atteignent pas, sans post-traitement (vernis ou laminage), la résistance chimique des encres UV réticulées.
2. Toner spécial : réticulé aux UV (Technologie hybride)
Principe : Un perfectionnement de l'électrophotographie, combinant la fixation thermique avec une réticulation UV ultérieure.
La différence physique par rapport à l'encre UV (Migration) :
L'avantage décisif de cette technologie réside dans la structure des molécules, déterminée par le processus d'impression :
Avec le jet d'encre UV : L'encre doit s'écouler à travers des buses extrêmement fines dans la tête d'impression. Par conséquent, tous les composants solides – pigments et photo-amorceurs – doivent être microscopiquement petits pour éviter les obstructions. Même après le durcissement UV, les réseaux polymères résultants restent relativement petits et peuvent, sous certaines conditions, migrer à travers les pores du substrat.
Avec le toner réticulé aux UV : Comme le toner est transféré électrostatiquement et non pressé à travers des buses, cette contrainte mécanique n'existe pas. Les photo-amorceurs dans le toner peuvent avoir d'emblée une structure moléculaire plus grande. Après l'activation UV, des chaînes polymères se forment qui, par rapport aux pores du substrat, peuvent être considérées comme « infiniment grandes » – elles ne passent physiquement pas à travers la structure du papier et ne peuvent donc pas migrer.
Mécanisme de fixation :
Une autre différence essentielle réside dans l'adhérence :
Avec le jet d'encre UV, la réticulation chimique est le seul mécanisme qui fixe l'encre sur le substrat.
Avec le toner réticulé aux UV, la fixation primaire se fait thermiquement (fusion et pénétration dans la structure du papier). La réticulation UV sert exclusivement à conférer à la couche supérieure des propriétés mécaniques et chimiques améliorées. Elle est largement irrélévante pour l'adhérence au substrat.
Concentration des amorceurs : La proportion de photo-amorceurs dans ce toner hybride est d'environ 3 %. Dans les encres UV classiques, cette proportion est souvent dix fois plus élevée (env. 30 %) en raison de la réactivité nécessaire et de la « jettabilité ».
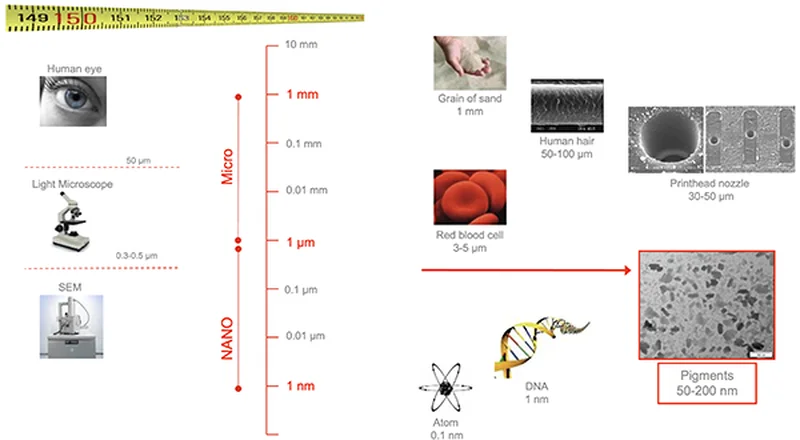
Graphique d'échelle des grandeurs
3. Réalité dans l'impression d'emballages : Migration et « Maculage »
Un malentendu répandu dans l'industrie est la notion de « contact direct avec les denrées alimentaires » avec la couleur d'impression. En pratique, l'intérieur d'un emballage (le côté en contact avec l'aliment) n'est jamais imprimé.
Rentabilité et fonction : Une impression à l'intérieur serait coûteuse (impression recto-verso, plus d'encre), mais inutile, car le client doit reconnaître le produit en rayon par l'extérieur. Personne n'ouvre un sac de farine pour voir l'impression à l'intérieur.Le risque réel : Le défi ne réside pas dans le contact direct couleur-aliment, mais dans deux autres scénarios :
-
- Migration à travers le substrat : Des composants de la couleur d'impression migrent de l'extérieur imprimé à travers le matériau vers l'intérieur non imprimé et arrivent ainsi dans le produit. Cela dépend fortement de la taille des molécules des amorceurs et de la porosité du substrat.
- Maculage (Set-off) dans la bobine : Après l'impression, les étiquettes ou les bandes sont enroulées. La face extérieure fraîchement imprimée se trouve alors directement contre la face intérieure non imprimée de l'enroulement suivant. Cela peut entraîner un transfert de composants non entièrement fixés.
L'évaluation de la compatibilité alimentaire se réfère donc en pratique principalement à la prévention de ces deux voies de migration, et non à un contact direct de la couleur avec le contenu. Les certifications (comme Nestlé, Swiss Ordinance) confirment qu'une technologie maîtrise sûrement ces risques de migration, même avec des aliments secs, gras ou chauds.
4. Technologie Inkjet
Dans l'impression d'étiquettes et d'emballages, on distingue principalement les systèmes durcissants aux UV et les systèmes à base d'eau.4.1 Jet d'encre durcissant aux UV
Productivité : Le durcissement immédiat par la lumière UV permet des vitesses de bande élevées et une transformation immédiate.
Résistance : La couche polymère réticulée offre une haute résistance aux rayures, aux produits chimiques et à l'eau. Idéal pour les étiquettes industrielles, les produits d'entretien ménager ou les applications durables.
Risque de migration : Comme décrit ci-dessus, la nécessité de petites molécules pour la tête d'impression implique un risque plus élevé de migration à travers le substrat ou de maculage dans la bobine. Pour les emballages alimentaires sensibles, les encres UV classiques ne sont donc souvent utilisables qu'avec des formulations spéciales à faible migration ou en impression « sandwich » (laminage).
4.2 Jet d'encre à base d'eau
Profil environnemental : Exempt de solvants et faibles émissions de COV. Très adapté aux concepts d'emballages durables et au recyclage.
Processus de séchage : L'eau doit être évaporée. Cela nécessite soit de longs tunnels de séchage (besoin élevé en espace), soit un apport énergétique important (puissance du séchoir souvent >200 kW), surtout à haute vitesse. On peut se l'imaginer comme un sèche-linge : le séchage à l'air prend du temps, un tambour consomme beaucoup d'énergie.
Limites des substrats : Sur des matériaux non absorbants (films plastiques, métal), l'utilisation n'est souvent possible qu'avec des primaires spéciaux, ce qui peut nuire à la recyclabilité.
Résumé : Le choix de la technologie
La décision ne dépend pas de « mieux » ou de « moins bien », mais de l'application :
Exigence |
Technologie recommandée |
Contexte technique & Conséquence pour le cycle de vie |
|---|---|---|
| Papiers structurés (ex. étiquettes de vin) | 1. Toner sec (Standard) + Vernis à l'eau 2. Toner Hybride |
Fixation thermique dans la structure. Haptique naturelle. Sans primaire. |
| Haute résistance mécanique/chimique |
1. Jet d'encre UV |
Jet d'encre UV : Inégalé, mais souvent sûr pour les aliments uniquement en structure sandwich (Film/Encre/Film). |
| Emballage alimentaire sensible | 1. Toner sec (Standard) + Vernis à l'eau 2. Toner Hybride 3. Jet d'encre à base d'eau |
Toner sec (aucun initiateur) + Vernis à l'eau. Protection limitée face aux solvants. Hybride (grosses molécules, sans vernis). Meilleur équilibre entre sécurité et performance. Jet d'encre à base d'eau très performant pour les emballages à base de carton ou de papier. |
| Applications de scellage à chaud (>300°C) | Toner Hybride | Seule technologie de toner résistante à la chaleur sans se décolorer et sans nécessiter de vernis supplémentaire. |
| Durabilité / Économie circulaire | Toner sec (Standard) | Véritable cycle de vie possible : Désencrable, la fibre de papier reste utilisable. Jet d'encre UV (Sandwich) : Cycle interrompu ➔ Seulement « recyclage thermique » (Incinération). |
| Qualité d'impression (Brillance/Netteté) | 1. Toner sec + Toner Hybride 2. Jet d'encre UV 3. Jet d'encre à base d'eau |
Jet d'encre à l'eau : L'encre pénètre profondément, s'étale. Diversité de substrats limitée. |
