Ihr Partner für Druck und Farbe
Herstellung von Druckfarben
Ausgangspunkt: Halbprodukte als Basis
Druckfarben entstehen heute selten komplett "von Grund auf" an einem Ort. Ähnlich wie eine Bäckerei Mehl, Zucker und Eier einkauft, beziehen wir die Grundkomponenten unserer Farben als Halbfertigprodukte von spezialisierten Herstellern. Diese Komponenten enthalten Pigmente, Bindemittel und Additive in definierten Qualitäten.In unserer Produktion werden daraus – nach hinterlegten Rezepturen – die konkreten Farbtöne gemischt, die bei dir im Druck zum Einsatz kommen. Dieser Prozess folgt strengen industriellen Standards, um höchste Qualität zu gewährleisten.
Rezepturen, Toleranzen und Dokumentation
Für jeden Farbtyp existiert ein exaktes Rezept: Welche Komponenten in welcher Menge in den Topf kommen, ist fest definiert. Dazu gehören auch Toleranzen, also die Bandbreiten, innerhalb derer eine Mischung noch als "im Ziel" gilt.Sobald ein Auftrag startet, ruft die Anlage das Rezept auf. Die Rezeptur ist mit einer eindeutigen Bezeichnung und einer Chargennummer verknüpft. So lässt sich später lückenlos nachvollziehen, welche Komponenten in welchem Farbtopf gelandet sind. Diese Rückverfolgbarkeit ist für uns selbstverständlich und garantiert dir Sicherheit in der Produktion.
Zwei Linien: Konventionelle und UV-Farben
In unserer Produktion arbeiten wir mit zwei komplett getrennten Mischautomaten: einer für konventionelle (oxidativ trocknende) Farben und einer für UV-härtende Farben. Beide Linien folgen demselben Prinzip: definierte Basiskomponenten werden in unterschiedlichsten Verhältnissen kombiniert, um die gewünschten Farbtöne und Eigenschaften zu erzielen.Je nach Anwendung – etwa Magazine, Etiketten, Verpackungen, Pharma und Food oder spezielle Anforderungen – kommen unterschiedliche Serien und Zusatzkomponenten zum Einsatz.
Automatische Dosierung auf der Mischstation
Der erste praktische Schritt ist das Dosieren der Halbfabrikate in den Farbbehälter. Der leere Topf wird auf eine Waage gestellt und tariert. Anschliessend steuert die Mischstation die Zugabe der einzelnen Komponenten.Zu Beginn wird mit höherer Förderleistung gearbeitet, um die Grundmenge schnell zu erreichen. Je näher der Ist-Wert an den Soll-Wert kommt, desto feiner dosiert die Anlage nach.
Im Bild siehst du das sehr gut:
Somit liegt die Toleranz bei dieser Komponente bei +/- 0.0002 kg (= 2 Tausendstel Gramm). Auf diese Weise wird die Zielmenge jeder Komponente grammgenau getroffen. Die Anlage protokolliert den gesamten Dosierverlauf, sodass später nachvollziehbar bleibt, wie die Charge aufgebaut ist.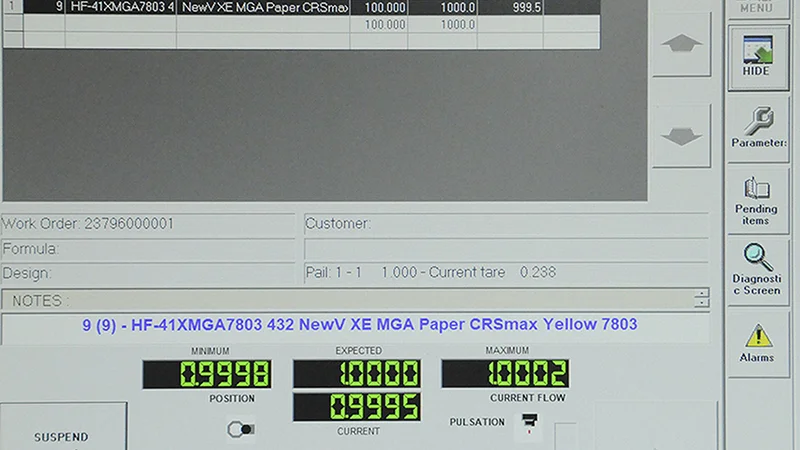
- Mitte: Der Sollwert von 1.0000 kg.
- Links: Das Minimum 0.9998 kg.
- Rechts: Das Maximum 1.0002 kg.
Somit liegt die Toleranz bei dieser Komponente bei +/- 0.0002 kg (= 2 Tausendstel Gramm). Auf diese Weise wird die Zielmenge jeder Komponente grammgenau getroffen. Die Anlage protokolliert den gesamten Dosierverlauf, sodass später nachvollziehbar bleibt, wie die Charge aufgebaut ist.
Manuelle Dosierung für Spezialfarben
Nicht jede Farbe läuft vollautomatisch. Spezielle Serien oder Kleinmengen werden bei uns von Fachleuten von Hand gemischt. Die Mitarbeitenden arbeiten dabei mit denselben Rezeptdaten und Toleranzen wie die Maschine, dosieren die Komponenten aber manuell auf der Waage in den Topf.Gerade bei sehr speziellen Farben oder Versuchsreihen ist dieser manuelle Weg sinnvoll, bevor gegebenenfalls eine automatisierte Rezeptur hinterlegt wird.
Sind alle Komponenten im Topf, ist die Mischung noch nicht druckfertig. Pigmente und Bindemittel müssen fein und gleichmässig verteilt werden. Dazu kommt der bi-axiale Mischer zum Einsatz.

Bi-axialer Mischer: Vom Rohansatz zur homogenen Farbe
Der verschlossene Farbtopf wird hydraulisch eingespannt und mehrere Minuten lang um zwei Achsen (bi-axial) bewegt. Durch diese gyroskopische Bewegung wird der Inhalt sehr intensiv, aber schonend homogenisiert. Dieses Mischprinzip wird branchenweit für hochviskose Medien wie Druckfarben eingesetzt, weil es auch bei zähflüssigem Material eine sehr gleichmässige Durchmischung erreicht.
Fertig!
Die Farbe ist nun fixfertig zum Gebrauch. Die Dose wird verschlossen und macht sich auf den Weg in die Druckerei, um die vielfältigen Produkte unserer Industrie zu produzieren.
Laborprüfung: "Immer gleich" – und rechtlich sauber
Für Druckereien ist nicht nur der Farbton wichtig, sondern auch, dass die Farben zu den Anforderungen der jeweiligen Anwendung passen. Für ein Magazin steht vor allem das Druckbild im Vordergrund. In Bereichen wie Lebensmittelverpackung oder Pharma-Etiketten kommen jedoch zwingende gesetzliche Vorgaben dazu: Bestimmte Stoffe dürfen in den Farben gar nicht enthalten sein oder nur unterhalb klar definierter Grenzwerte.Die Verantwortung endet dabei nicht bei der Rezeptur. Auch Hilfsstoffe im Produktionsprozess – etwa Schmiermittel für Pumpen oder Hydrauliken – müssen so gewählt werden, dass sie keine unerlaubten Substanzen in die Farbe einbringen. Eine Verunreinigung durch ein falsches Schmierfett wäre in solchen Anwendungen nicht akzeptabel. Entsprechend werden zugelassene Hilfsmittel definiert, freigegeben und überwacht.
Typische Prüfungen in unserem Labor sind zum Beispiel:
- Vergleich des Farbtons mit einem freigegebenen Muster (visuell und mit Farbmessgerät).
- Kontrolle von Viskosität und weiteren verfahrensrelevanten Eigenschaften.
Die Messergebnisse werden dokumentiert. Liegt eine Probe ausserhalb der definierten Toleranzen, wird die Mischung angepasst oder nicht freigegeben. So lässt sich sicherstellen, dass wiederkehrende Aufträge sich möglichst gleich verhalten – und dass Farben für sensible Bereiche die geforderten rechtlichen Rahmenbedingungen einhalten.

Externe Prüfungen bei Beanstandungen
Je nach Einsatzzweck gelten unterschiedliche gesetzliche Anforderungen – besonders streng im Lebensmittel- und Pharmabereich. Die eigentliche Prüfung auf unerlaubte Stoffe erfolgt dabei nicht in unserem eigenen Labor, sondern bei Bedarf durch unabhängige, spezialisierte Prüflabore.Kommt es zu einer Beanstandung, zum Beispiel dem Verdacht auf nicht zulässige Bestandteile in einer Farbe, wird aus unserer Produktion eine Rückstellprobe analysiert. Findet das externe Labor die beanstandeten Stoffe in dieser Probe, liegt das Problem in unserer Verantwortung. Ist unsere Probe dagegen frei davon, muss die Verunreinigung später in der Prozesskette entstanden sein – etwa an der Druckmaschine (zum Beispiel durch ungeeignete Schmiermittel) oder in der nachgelagerten Verpackungslinie. Diese Trennung schützt beide Seiten und sorgt für klare Verhältnisse.
Produktion erleben: Besuch nach Voranmeldung
Wer den Prozess nicht nur beschrieben, sondern live sehen möchte, kann unsere Farbproduktion nach Voranmeldung besichtigen. Wir heissen nicht nur Einzelpersonen willkommen, sondern auch Gruppen wie Berufsverbände oder Schulklassen – beispielsweise Lernende in grafischen Berufen oder Fachleute zur Weiterbildung.Beim Rundgang zeigen wir, wie Halbfabrikate eintreffen, wie Rezepte gefahren werden, wie der bi-axiale Mischer arbeitet und wie die Laborprüfung organisiert ist. Der hier beschriebene Ablauf entspricht den Standards moderner Druckfarbenproduktion: standardisierte Komponenten, definierte Rezepturen und strenge Prüfungen sorgen für stabile und reproduzierbare Farbergebnisse.
