Trockentoner vs. Inkjet
Im digitalen Druck von Etiketten und Verpackungen dominieren zwei Haupttechnologien: die Elektrofotografie (Trockentoner) und der Tintenstrahldruck (Inkjet). Beide Verfahren haben physikalisch bedingte Stärken und Grenzen. Dieser Artikel beleuchtet die Unterschiede in Bezug auf Qualität, Beständigkeit, Substratkompatibilität und Prozessanforderungen, um eine fundierte Technologieauswahl zu ermöglichen.
1. Trockentoner-Elektrofotografie (Standard)
Prinzip: Elektrostatische Aufladung einer Trommel, Anziehung von Tonerpartikeln und thermische Fixierung auf dem Substrat.Detailauflösung: Durch die geringe Partikelgrösse (ca. 5–10 µm) und die präzise Steuerung im Entwicklungsprozess sind extrem feine Details darstellbar (z.B. 1-pt-Schriften oder feine Linienzeichnungen). Dies ist besonders bei Sicherheitsdrucken oder hochwertigen Wein-Etiketten vorteilhaft.
Substratkompatibilität: Da der Toner thermisch fixiert wird und nicht tief in das Substrat eindringen muss, haftet er hervorragend auf strukturierten Papieren ohne Vorbehandlung (Primer).
Energiebedarf: Der Prozess ist energieeffizient (das Druckwerk benötigt oft nur ca. 30 kW), da keine grossen Mengen an Lösungsmittel oder Wasser verdampft werden müssen.
Beständigkeit (Standard): Klassische Polymertoner bieten eine gute Papierhaftung, erreichen aber ohne Nachbehandlung (Lack oder Laminat) nicht die chemische Resistenz von vernetzten UV-Tinten.
2. Spezialtoner: UV-vernetzend (Hybrid-Technologie)
Prinzip: Eine Weiterentwicklung der Elektrofotografie, die thermische Fixierung mit einer nachgelagerten UV-Vernetzung kombiniert.
Der physikalische Unterschied zur UV-Tinte (Migration):
Der entscheidende Vorteil dieser Technologie liegt im Aufbau der Moleküle, der durch den Druckprozess bestimmt wird:
Bei UV-Inkjet: Die Tinte muss durch extrem feine Düsen im Druckkopf fliessen. Daher müssen alle festen Bestandteile – Pigmente und Photoinitiatoren – mikroskopisch klein sein, um Verstopfungen zu vermeiden. Auch nach der UV-Härtung bleiben die resultierenden Polymernetzwerke relativ klein und können unter bestimmten Bedingungen durch die Poren des Substrats migrieren.
Bei UV-vernetzendem Toner: Da der Toner elektrostatisch übertragen und nicht durch Düsen gepresst wird, existiert diese mechanische Engstelle nicht. Die Photoinitiatoren im Toner können von Beginn an eine grössere Molekülstruktur haben. Nach der UV-Aktivierung entstehen Polymerketten, die im Verhältnis zu den Poren des Substrats als „unendlich gross“ betrachtet werden können – sie passen physikalisch nicht durch die Struktur des Substrats und können daher nicht migrieren.
Fixierungs-Mechanismus:
Ein weiterer wesentlicher Unterschied liegt in der Haftung:
Bei UV-Inkjet ist die chemische Vernetzung der einzige Mechanismus, der die Tinte auf dem Substrat fixiert.
Bei UV-vernetzendem Toner erfolgt die primäre Fixierung thermisch (Aufschmelzen). Die UV-Vernetzung dient ausschliesslich dazu, der obersten Schicht verbesserte mechanische und chemische Eigenschaften zu verleihen. Sie ist für die Haftung auf dem Substrat weitgehend irrelevant.
Konzentration der Initiatoren: Der Anteil an Photoinitiatoren liegt bei diesem Hybrid-Toner bei ca. 3 %. Bei klassischen UV-Tinten ist dieser Anteil aufgrund der notwendigen Reaktivität und der „Jetbarkeit“ oft zehnmal höher (ca. 30 %).
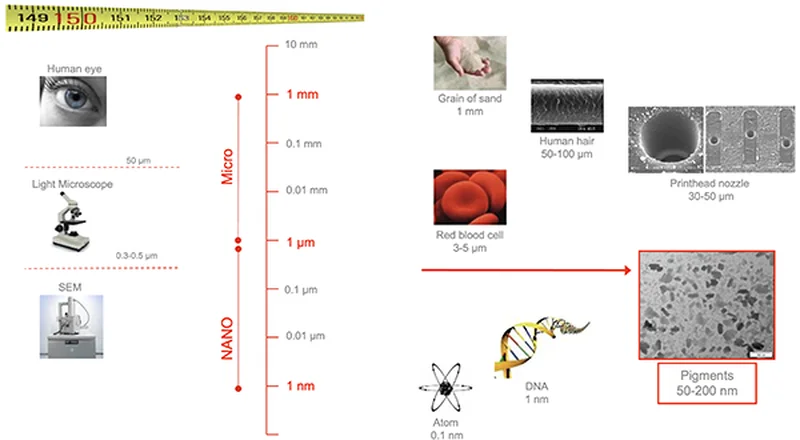
Grafik zur Grösseneinordnung
3. Realität im Verpackungsdruck: Migration und "Abschlagen"
Ein weit verbreitetes Missverständnis in der Branche ist der Begriff des „direkten Lebensmittelkontakts“ mit der Druckfarbe. In der Praxis wird die Innenseite einer Verpackung (die Seite, die das Lebensmittel berührt) niemals bedruckt.
Wirtschaftlichkeit & Funktion: Ein Druck auf der Innenseite wäre teuer (doppelseitiger Druck, mehr Farbe), aber nutzlos, da der Kunde das Produkt im Regal an der Aussenseite erkennen muss. Niemand öffnet einen Beutel Mehl, um den Druck innen zu sehen.Das reale Risiko: Die Herausforderung liegt nicht im direkten Kontakt Farbe-Lebensmittel, sondern in zwei anderen Szenarien:
-
- Migration durch das Substrat: Bestandteile der Druckfarbe wandern von der bedruckten Aussenseite durch das Material auf die unbedruckte Innenseite und gelangen so ins Produkt. Dies hängt stark von der Molekülgrösse der Initiatoren und der Porosität des Substrats ab.
- Abschlagen (Set-off) in der Rolle: Nach dem Druck werden die Etiketten oder Bahnen aufgerollt. Dabei liegt die frisch bedruckte Aussenseite direkt auf der unbedruckten Innenseite der nächsten Wicklung auf. Hier kann es zur Übertragung von nicht vollständig fixierten Bestandteilen kommen.
Die Bewertung der Lebensmittelechtheit bezieht sich in der Praxis also primär auf die Verhinderung dieser beiden Migrationspfade, nicht auf einen direkten Kontakt der Farbe mit dem Füllgut. Zertifizierungen (wie Nestlé, Swiss Ordinance) bestätigen, dass eine Technologie diese Migrationsrisiken auch bei trockenen, fetthaltigen oder heissen Lebensmitteln sicher beherrscht.
4. Inkjet-Technologie
Man unterscheidet im Etiketten- und Verpackungsdruck primär zwischen UV-härtenden und wasserbasierten Systemen.4.1 UV-härtender Inkjet
Produktivität: Sofortige Aushärtung durch UV-Licht ermöglicht hohe Bahngeschwindigkeiten und eine sofortige Weiterverarbeitung.
Beständigkeit: Die vernetzte Polymerschicht bietet hohe Resistenz gegen Kratzer, Chemikalien und Wasser. Ideal für Industrie-Etiketten, Haushaltschemie oder langlebige Anwendungen.
Migrationsrisiko: Wie oben beschrieben, bedingt die Notwendigkeit kleiner Moleküle für den Druckkopf ein höheres Risiko der Migration durch das Substrat oder des Abschlagens in der Rolle. Für sensible Lebensmittelverpackungen sind klassische UV-Tinten daher oft nur mit speziellen Low-Migration-Formulierungen oder im Sandwich-Druck (Laminat) einsetzbar.
4.2 Wasserbasierter Inkjet
Umweltprofil: Frei von Lösungsmitteln und niedrige VOC-Emissionen. Sehr gut geeignet für nachhaltige Verpackungskonzepte und Recycling.
Trocknungsprozess: Wasser muss verdampft werden. Dies erfordert entweder lange Trockenstrecken (hoher Platzbedarf) oder hohe Energiezufuhr (Trocknerleistung oft >200 kW), besonders bei hohen Geschwindigkeiten. Man kann sich das ähnlich wie einen Wäschetrockner vorstellen: Lufttrocknung dauert, ein Tumbler braucht viel Energie.
Substratgrenzen: Auf nicht-saugenden Materialien (Kunstfolien, Metall) ist der Einsatz oft nur mit speziellen Primern möglich, was die Recyclingfähigkeit beeinträchtigen kann.
Zusammenfassung: Die Wahl der Technologie
Die Entscheidung hängt nicht von „besser“ oder „schlechter“ ab, sondern von der Anwendung:
Anforderung |
Empfohlene Technologie |
Technischer Hintergrund & Konsequenz für den Kreislauf |
|---|---|---|
| Strukturierte Papiere (z.B. Weinetiketten) | 1. Trockentoner (Standard) + Wasserlack 2. Hybrid-Toner |
Thermische Fixierung in der Struktur. Natürliche Haptik. Ohne Primer. |
| Hohe mechanische/chemische Resistenz |
1. UV-Inkjet |
UV-Inkjet: Unübertroffen, aber oft nur im Sandwich-Aufbau (Folie/Tinte/Folie) lebensmittelsicher. |
| Sensible Lebensmittelverpackung | 1. Trockentoner (Standard) + Wasserlack 2. Hybrid-Toner 3. Wasserbasierter-Inkjet |
Standard-Toner (keine Initiatoren) + Wasserlack. Schutz begrenzt bei Lösungsmitteln. Hybrid (grosse Moleküle, kein Lack). Beste Balance aus Sicherheit und Performance. Wasserbasierter-Inkjet sehr gut für Verpackungen auf Kartonbasis oder Papier. |
| Heisssiegel-Anwendungen (>300°C) | Hybrid-Toner | Einzige Toner-Technologie, die hitzebeständig ist ohne sich zu verfärben und ohne zusätzlichen Lack auskommt. |
| Nachhaltigkeit / Kreislaufwirtschaft | Trockentoner (Standard) | Echte Kreislaufführung möglich: De-Inkbar, Papierfaser bleibt nutzbar. UV-Inkjet (Sandwich): Kreislauf unterbrochen ➔ Nur "thermisches Recycling" (Verbrennung). |
| Druckqualität (Brillanz/Schärfe) | 1. Trockentoner + Hybrid-Toner 2. UV-Inkjet 3. Wasserbasierter-Inkjet |
Wasser-Inkjet: Tinte dringt tief ein, zerfliesst. Eingeschränkte Substratvielfalt. |
